Kontext
Dieses Projekt stellt meine Bachelorarbeit dar. Der Ausgangspunkt der hier vorgestellten Arbeit war das elektromagnetische Design eines Transversalflussmotors, das an der Technischen Universität Berlin entwickelt wurde. Dieses zeichnet sich durch ein Magnetfeld aus, dessen Feldlinien eine dreidimensionale Verlaufskurve aufweisen. Bei gängigen Elektromotoren verlaufen die magnetflusslinien senkrecht zur Drehachse und werden von einem Eisenblechpaket geführt. In diesem Motor wird das Magnetfeld durch geformte Eisendrähte geleitet, wodurch die in der folgenden Abbildung dargestellte Trajektorie entsteht. Basierend auf diesem elektromagnetischen Design wurde das mechanische Design des Motors sowie die notwendigen Werkzeuge für seine prototypische Herstellung entwickelt.
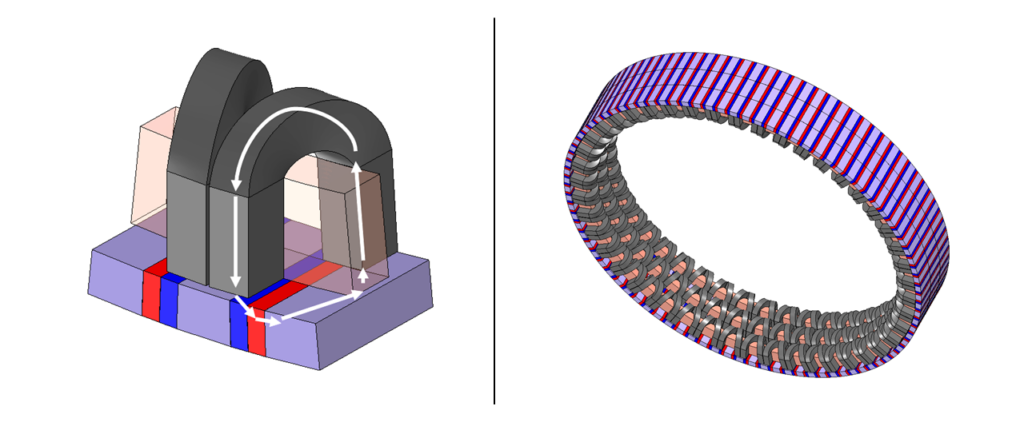
In seiner Dissertation entwickelte P. Seibold eine Transversalflussmaschine, die als Vorgänger des in diesem Projekt verwendeten Designs betrachtet werden kann. P. Seibold verwendete ein System aus Blechpaketen, welches das Magnetfeld auf ähnliche Weise wie in der Abbildung dargestellt leitet. Wird das Blechsatzsystem jedoch durch geformte Eisendrähte ersetzt, so können die Ummagnetisierungsverluste erheblich reduziert werden. Dieses Konzept wird im Artikel „Optimization of magnetic flux paths in transverse flux machines through the use of iron wire wound materials“ erläutert.
Motorkonstruktion
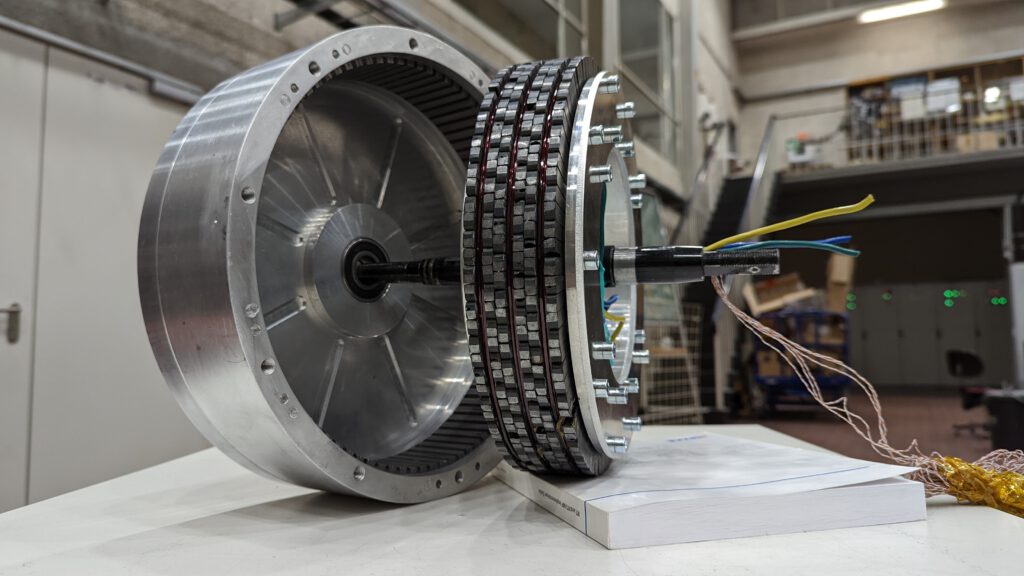
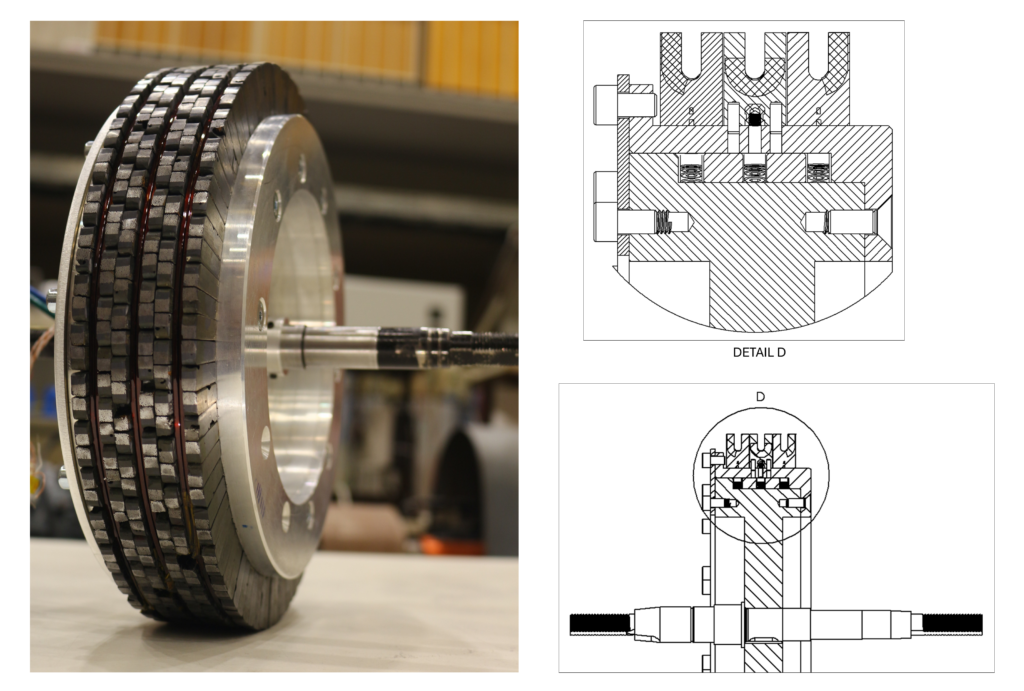
Der hier vorgestellte Motor ist als Außenläufer ausgeführt. Es handelt sich um einen dreiphasigen Synchronmotor mit 90 Polen. Er besitzt drei Wicklungen, die jeweils mit einer der drei Phasen verbunden sind. Der Rotor ist mit 270 Permanentmagneten ausgestattet. Zwischen den Magneten befinden sich jeweils zwei quaderförmige Eisenteile, die das Magnetfeld im Rotor leiten. Der Stator verfügt über 270 Elementen, die die Wicklungen umschließen und ihr Magnetfeld formen. Die Motorwelle eines Elektromotorrads wurde in diesem Motor wiederverwendet. Die Lager wurden durch drei Kugellager ersetzt. Sie wurden mittels Sicherungsringen an der Welle und durch eine Presspassung am Rotor befestigt.
Der Luftspalt zwischen Rotor und Stator hat eine Nennweite von 0,4 mm. Dieses Maß war Teil des zuvor entwickelten elektromagnetischen Designs und wurde daher als eine zu erfüllende Anforderung betrachtet. Eine Verringerung des Luftspalts würde die elektromechanischen Eigenschaften des Motors verbessern. Ein Anstieg des Luftspalts hingegen würde die Leistung und Effizienz erheblich verringern. Im Bereich nahe den Wicklungen steigt die Temperatur deutlich an, wenn die dreiphasige Wechselspannung angelegt wird. Dieser Temperaturanstieg führt zu einer Ausdehnung des Stators, wodurch sich der Luftspalt verringert. Der geringe Luftspalt erfordert die Einhaltung enger Toleranzen sowohl im Rotor als auch im Stator. Zudem sollten die Materialien in der Nähe der Wicklungen einen niedrigen Ausdehnungskoeffizienten aufweisen, um die Auswirkungen der Temperaturausdehnung zu minimieren.
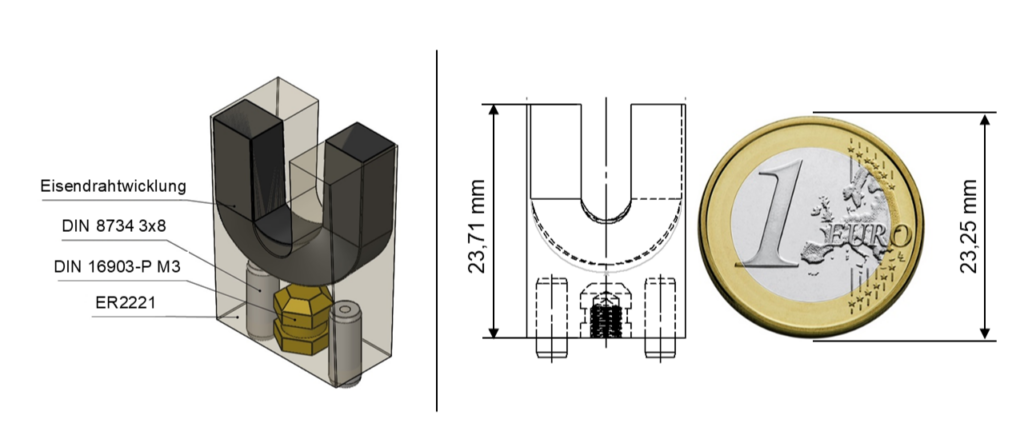
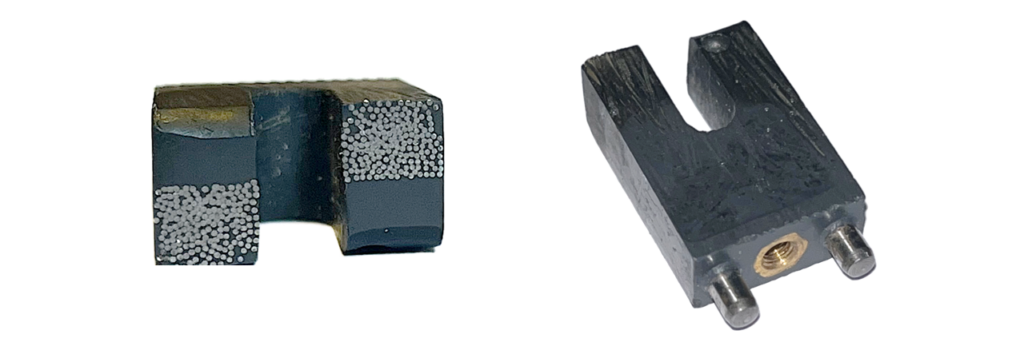
Die Magnetflussführungselemente im Stator sollten sowohl die engen Toleranzen einhalten als auch periodisch wirkenden Tangential- und Radialkräften von bis zu 66,5 N standhalten. Hierfür wurde jedes einzelne Magnetflussführungselement im Stator in Epoxidharz vergossen. Das Epoxidharz ER2221 des Herstellers Electrolube wurde aufgrund seiner hohen Zugfestigkeit (50 N/mm²), seiner hohen Wärmebeständigkeit (150 °C), seines niedrigen Ausdehnungskoeffizienten (30 ⋅ 10⁻⁶ K⁻¹) und seiner hohen Wärmeleitfähigkeit (1,20 W/mK) ausgewählt. Zur Befestigung des Elements wurde jeweils ein vergießbarer Gewindeeinsatz integriert. Zudem wurden jeweils zwei Passstifte im Harz vergossen, die eine genaue Positionierung ermöglichen. Die folgende Abbildung zeigt den Aufbau des Magnetflussführungselements.
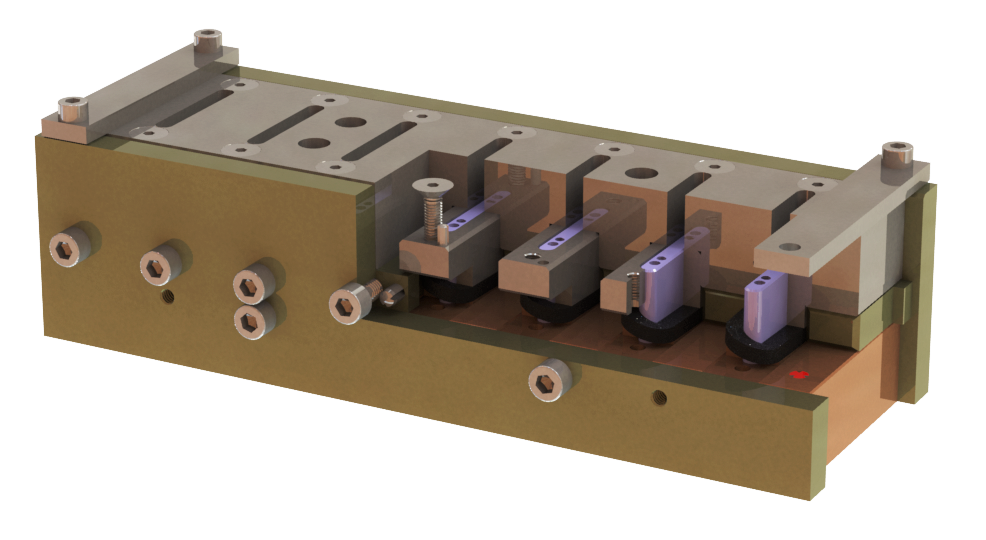
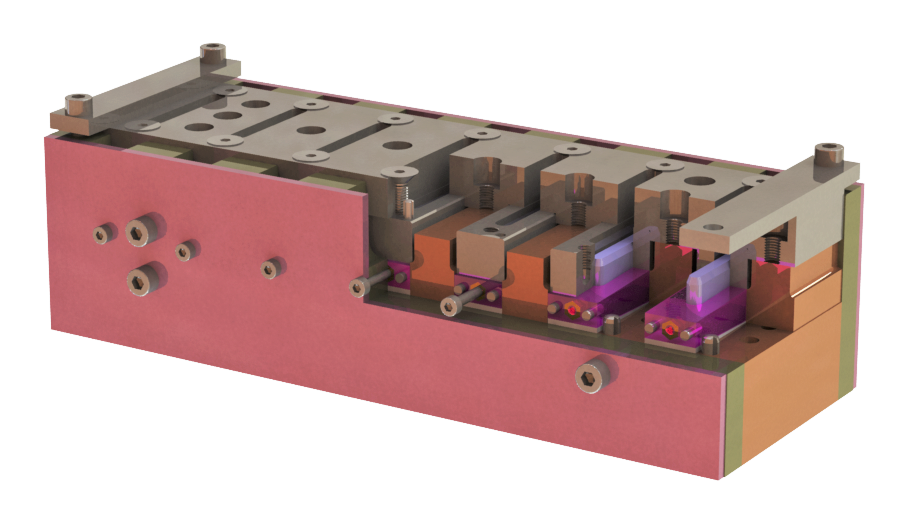
Zunächst wurde der Einsatz eines massiven Rings im Stator in Betracht gezogen. Dieser würde jedoch das Verschrauben der vergießbaren Gewindeeinsätze nicht ermöglichen. Aus diesem Grund wurde der Statorring in vier Ringe unterteilt. Der äußere Ring ist mit Durchgangsbohrungen versehen, die die Montage der äußeren Teile ermöglichen. Zwei Zwischenringe verleihen dem äußeren Ring eine strukturelle Verstärkung. Schließlich verbindet der innere Ring die äußeren Ringe mit der Welle. Die folgende Abbildung zeigt das Design des Stators.
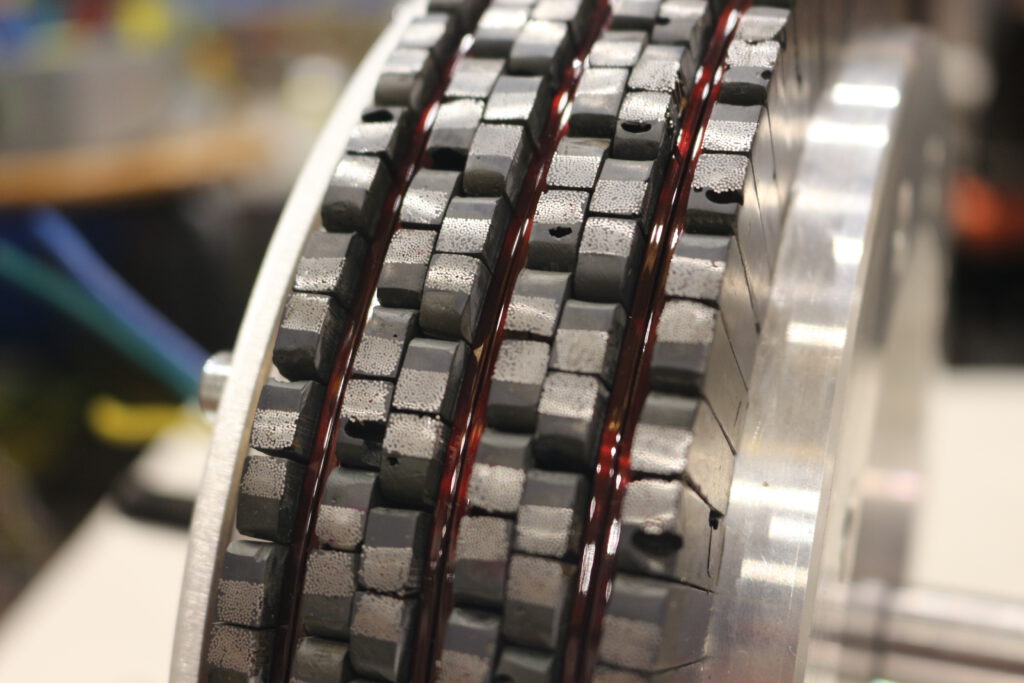
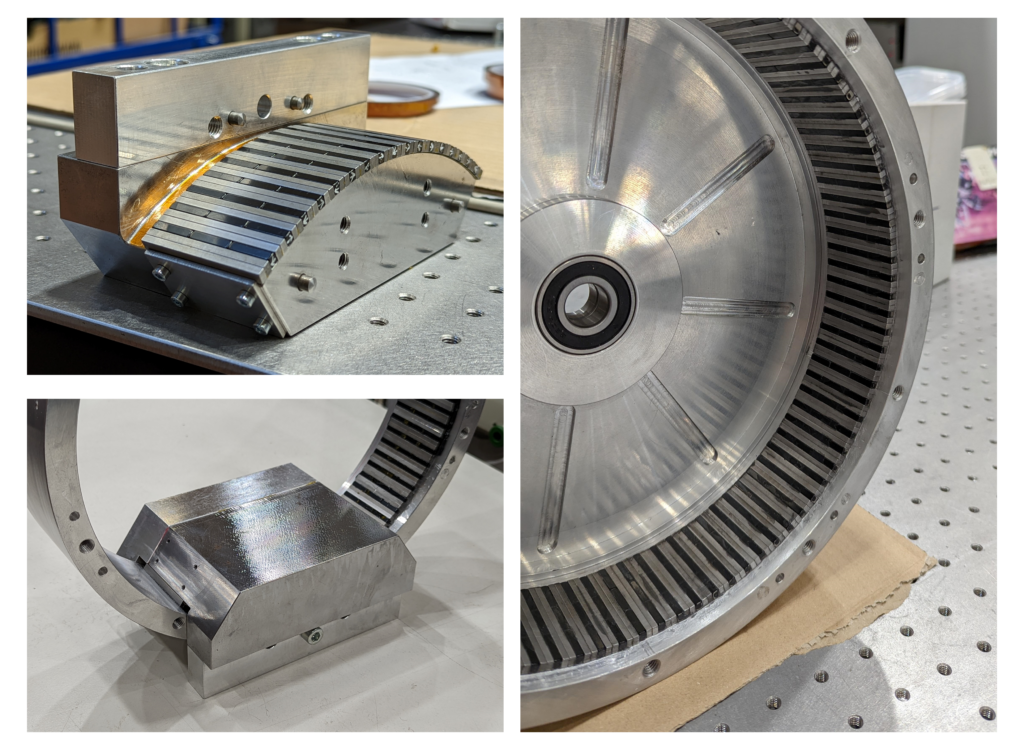
Der Rotor umfasst die Magneten, die quaderförmigen Eisenstücke, einen äußeren Ring und zwei seitliche Abdeckungen, die den äußeren Ring mit den Lagern verbinden. Wie beim Stator müssen auch die Komponenten des Rotors enge radiale und tangentiale Toleranzen einhalten. Wenn die Teile einfach hintereinander montiert werden würden, würde die Summe der Toleranzen der 270 aufeinanderfolgenden Elemente eine große Ungenauigkeit erzeugen. Aus diesem Grund wurde ein Montagewerkzeug entwickelt, das es ermöglichte, die tangentiale Ungenauigkeit gleichmäßig über den Umfang des Rotors zu verteilen und die Einhaltung der radialen Toleranz zu gewährleisten.
Das Werkzeug besteht aus einem ferromagnetischen Material, sodass sich die Magneten und die Eisenquader an seiner Oberfläche anhaften. Dieses wird mit Schrauben am Motor befestigt, wobei Passstifte verwendet werden, die eine korrekte Positionierung sicherstellen. Die folgende Abbildung zeigt den Prozess des Anbringens der Magneten am Rotorring.
Fertigung der Magnetflussführungselemente
Der Fertigungsprozess der Magnetflussführungselemente des Stators unterteilt sich in sechs Schritte:
- Wickeln des Eisendrahts
- Glühen im Ofen, um die inneren Spannungen des Materials zu reduzieren
- Biegen und Pressen der Wicklung, um die erforderliche dreidimensionale Form zu erhalten
- Glühen im Ofen, um die inneren Spannungen des Materials zu reduzieren
- Vergießen in Epoxidharz
- Schneiden und Endbearbeitung der Komponenten
Zur Fertigung der Magnetflussführungselemente wurden insgesamt drei Werkzeuge konzipiert. Der erste Schritt im Fertigungsprozess beinhaltet das spulenartige Wickeln des Eisendrahts. Hierfür wurde der im folgenden Bild dargestellte Wickelkörper entwickelt. Dieser wurde aus Edelstahl gefertigt, wodurch ein späteres Glühen möglich wurde. Nach dem Wickeln sind mechanische Spannungen im Eisendraht vorhanden, die die anschließende Bearbeitung erschweren. Um diese Spannungen zu verringern und somit die Formstabilität der Eisendrahtwicklung zu gewährleisten, wurden die Wickelkörper nach dem Wickeln in einem Ofen geglüht.
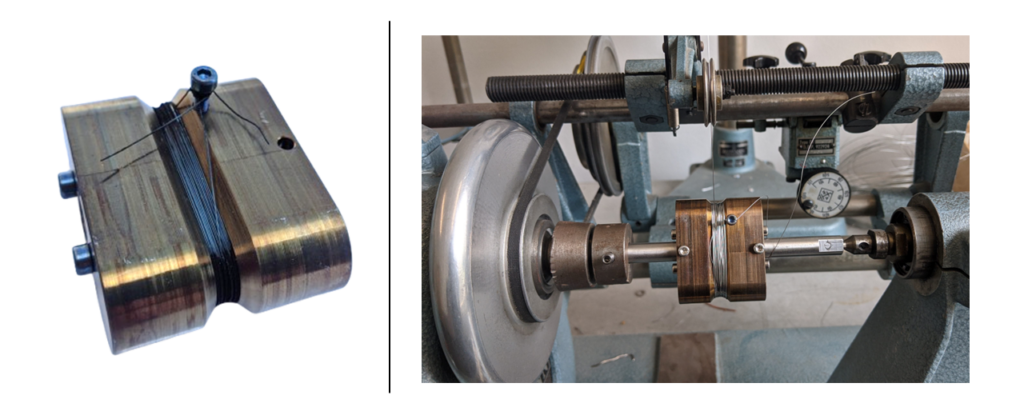
Nach dem Glühen wird die Wicklung in ein zweites Werkzeug eingesetzt, das ihr die gewünschte dreidimensionale Form verleiht. Dieses Werkzeug komprimiert die Drähte und biegt sie entlang der Wickelachse. Diese Verformung erzeugt jedoch neue innere Spannungen im Material, die die magnetischen Eigenschaften verschlechtern. Aus diesem Grund werden die Drähte nach dem Pressen erneut geglüht.
Anschließend werden die Drähte in ein drittes Werkzeug eingesetzt, das den Verguss in Epoxidharz ermöglicht. Nach dem Einfüllen des flüssigen Harzes wird ein Unterdruck erzeugt. Die Luft, die zwischen den Eisendrähten eingeschlossen ist, entweicht in Form von Luftblasen. Nachdem das Harz einige Minuten unter Vakuum verweilt hat, wird Luft eingelassen, wodurch der atmosphärische Druck wiederhergestellt wird. Dieser Prozess stellt sicher, dass das Harz alle Drähte umhüllt, einschließlich der tief im Wicklungskern liegenden. Die Passstifte und Gewindeeinsätze werden an den entsprechenden Stellen des Werkzeugs positioniert und sind nach der Härtung des Harzes fest im Bauteil integriert.
Nachdem das Epoxidharz ausgehärtet ist, werden die Teile aus dem Werkzeug entnommen. Die überschüssigen Harzreste werden entfernt. Das Teil wird in der Mitte durchgeschnitten und die Schnittflächen werden bearbeitet. Aus einem Vergusselement entstehen somit zwei Magnetflusselemente. Die folgende Abbildung zeigt das resultierende Bauteil.
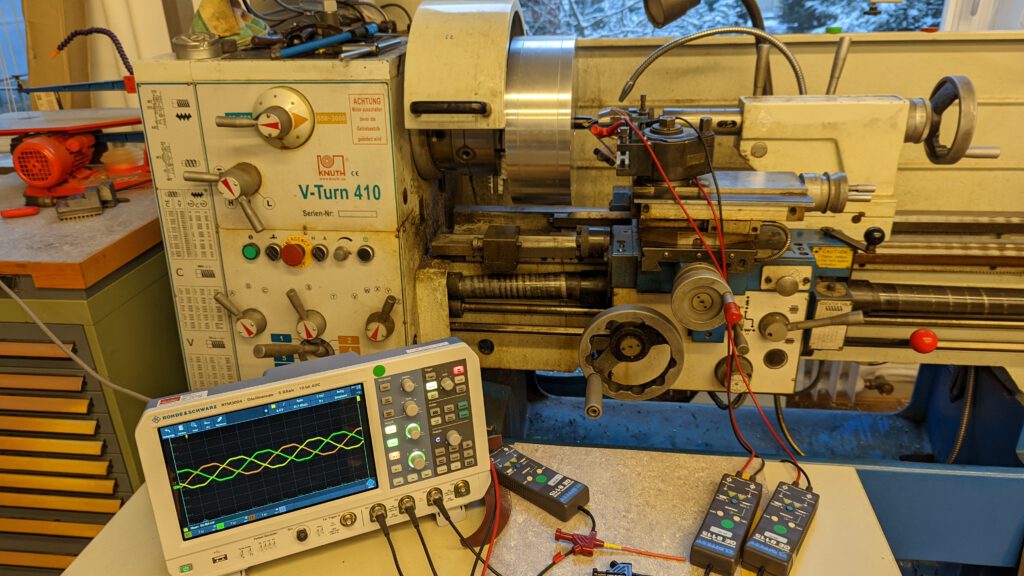
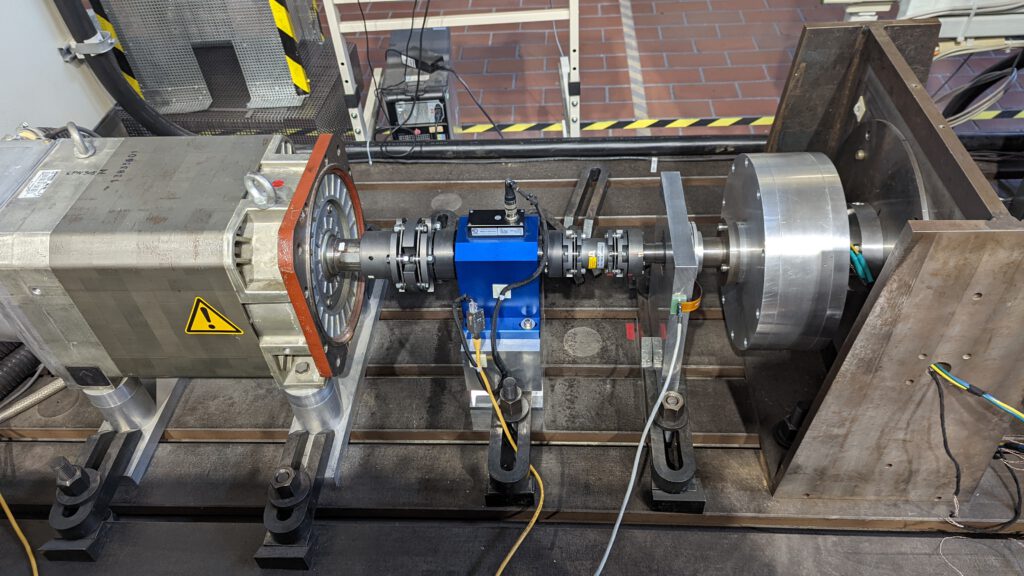
Inbetriebnahme
Nach Abschluss der Bachelorarbeit wurde der Motor in Betrieb genommen und seine korrekte Funktionalität an der Technischen Universität Berlin überprüft.