Contexto
Este proyecto representa mi proyecto de fin de grado. El punto de partida del trabajo aquí expuesto, fue el diseño electromagnético de un motor de flujo transverso realizado en la universidad técnica de Berlín. Este diseño resalta por tener un campo magnético, en el cual las líneas de campo muestran una trayectoria tridimensional. Los motores eléctricos comúnmente utilizados en la industria, utilizan paquetes de chapa para dirigir el campo magnético perpendicularmente al eje. En este motor, el campo magnético es dirigido a través de alambres de hierro, realizando así la trayectoria mostrada en la siguiente imagen. En base al diseño electromagnético mostrado en la imagen, se desarrollaron el diseño mecánico del motor y las herramientas necesarias para su fabricación.
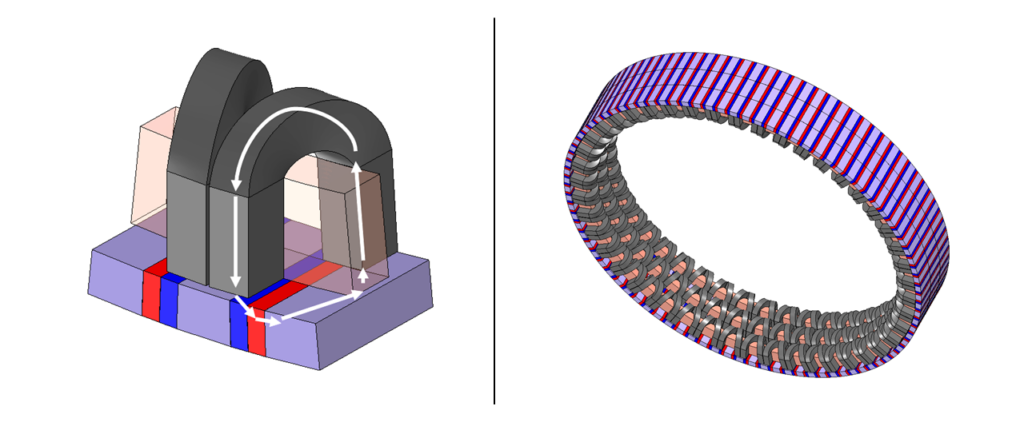
En su disertación, P. Seibold desarrolló un motor de flujo transverso, el cual puede considerarse un diseño predecesor al diseño utilizado en este proyecto. P. Seibold utiliza un sistema de paquetes de chapa, el cual conduce el campo magnético con una trayectoria similar a la mostrada en la imagen. Sin embargo, si se sustituye el sistema de chapas por alambres de hierro moldeados con la forma deseada, las pérdidas por remagnetización se reducen notablemente. Este concepto es descrito en más detalle en el artículo «Optimization of magnetic flux paths in transverse flux machines through the use of iron wire wound materials«.
Diseño del motor
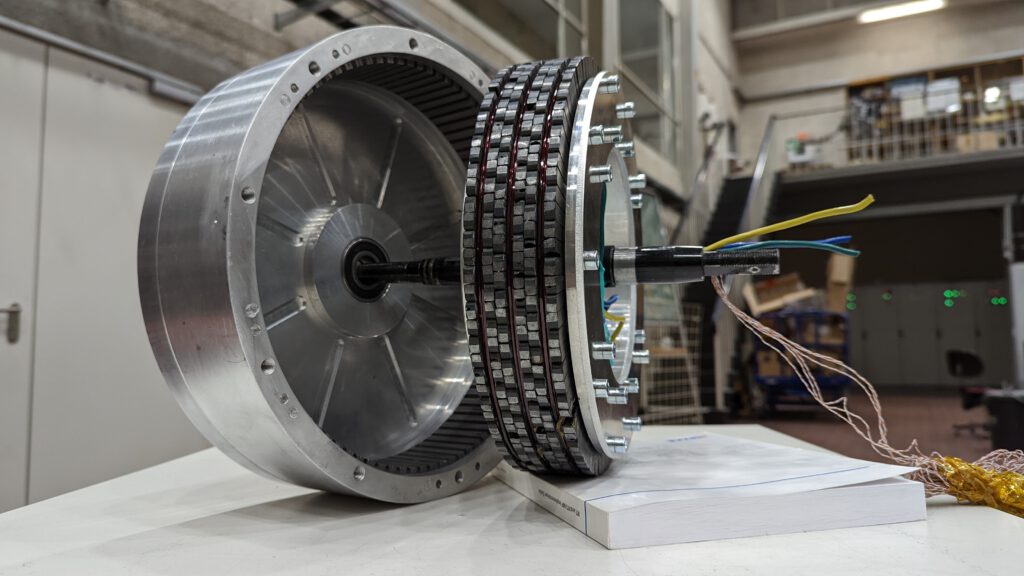
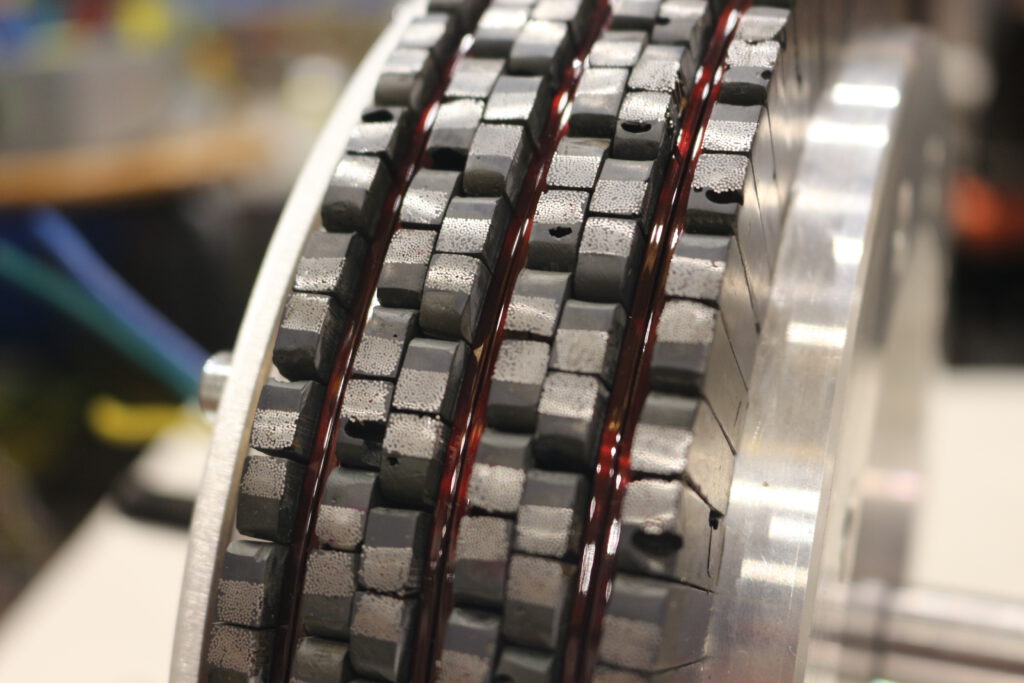
El motor aquí expuesto es un motor de rotor externo. Se trata de un motor síncrono de corriente trifásica con 90 polos. Este cuenta con tres bobinas, siendo cada una de estas conectada a una de las tres fases. El rotor dispone de 270 imanes permanentes. Entre imán e imán se encuentran dos piezas cuboides de hierro, las cuales conducen el campo magnético. El estator cuenta con 270 piezas constituidas por alambres de hierro, las cuales envuelven las tres bobinas y moldean su campo magnético. El eje del motor fue reciclado de una motocicleta eléctrica. Los rodamientos fueron reemplazados por tres rodamientos de bolas, siendo estos fijados al eje con anillos de seguridad y al rotor a través de un ajuste de presión.
El entrehierro entre el rotor y el estator tiene un tamaño nominal de 0,4 mm. Esta medida fue parte del diseño electromagnético realizado previamente, siendo por tanto considerada un requisito a cumplir. Una reducción del entrehierro mejoraría las características electromecánicas del motor. Sin embargo, un aumento del mismo reduciría la potencia y la eficiencia en gran medida. En el área cercana a las bobinas, la temperatura del motor aumenta notablemente cuando la corriente trifásica es aplicada. Este aumento de temperatura conlleva una expansión del material del estator, reduciendo por tanto el tamaño del entrehierro. El reducido tamaño del entrehierro supone que las tolerancias tanto en el rotor como en el estator deben ser muy ajustadas y que los materiales cercanos a la bobina deben poseer un bajo coeficiente de dilatación.
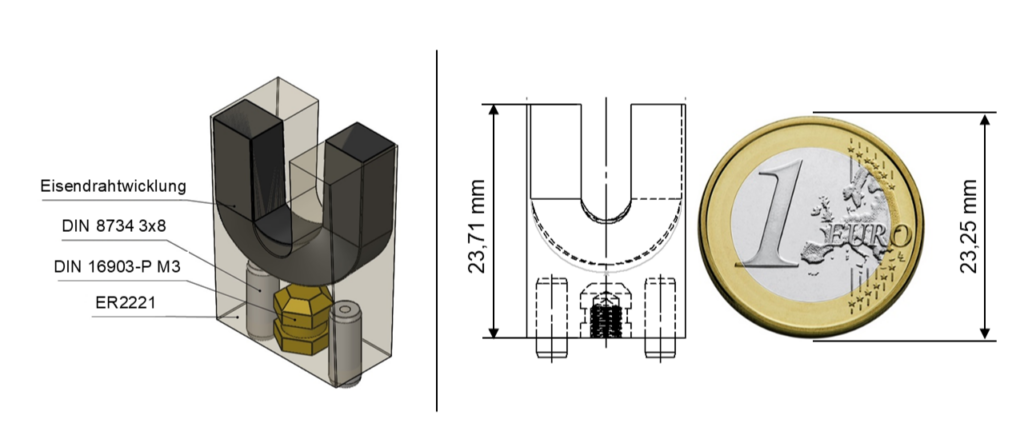
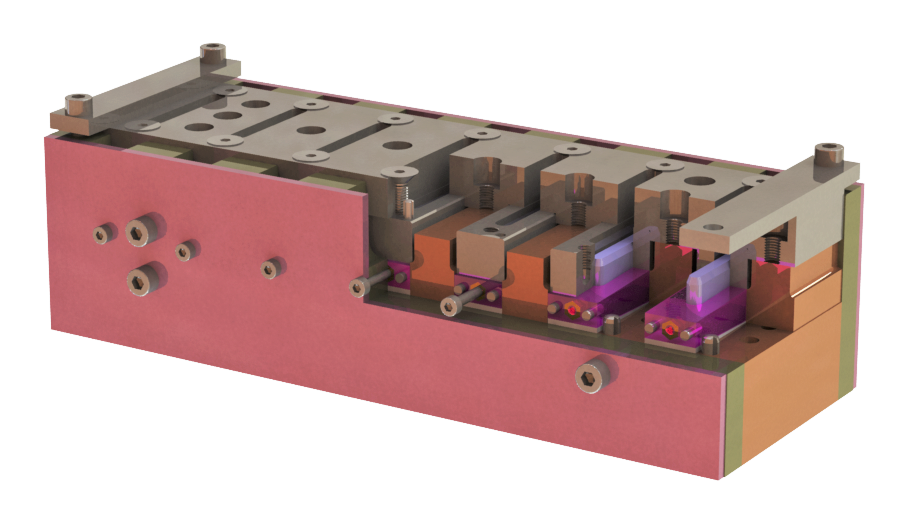
Los elementos de guía del flujo magnético en el estator deben cumplir con las estrictas tolerancias y ser capaces de soportar fuerzas tangenciales y radiales periódicas de hasta 66,5 N. La solución propuesta fue la encapsulización independiente de cada pieza en resina epoxi. La resina epoxi ER2221 del fabricante Electrolube fue seleccionada debido a su alta resistencia a la tracción (50 N/mm²), su elevada resistencia térmica (150 °C), su bajo coeficiente de dilatación (30 ⋅ 10⁻⁶ K⁻¹) y su alta conductividad térmica (1,20 W/mK). Para la fijación al estator, se integró un inserto roscado encapsulable en la resina. Además, se incorporaron dos pasadores de ajuste en cada pieza para asegurar su posicionamiento exacto. La siguiente imagen muestra el diseño de la pieza.
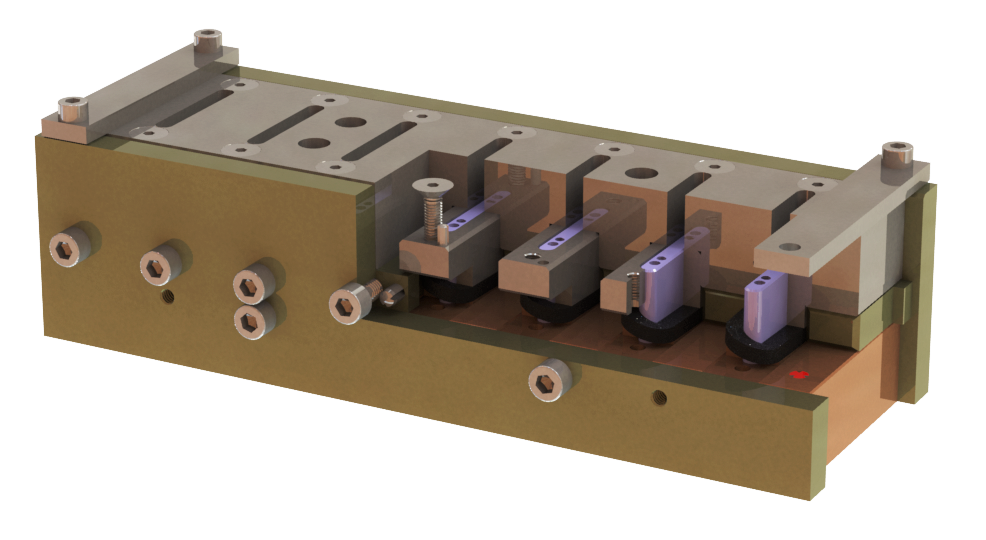
En un principio se consideró el uso de un anillo masivo en el estator. Sin embargo, este no permitiría el atornillado de los roscados encapsulables. Por este motivo, el anillo del estator fue dividido en cuatro anillos. El anillo exterior está dotado de perforaciones, las cuales permiten el montaje de las piezas externas. La realización de tres o cuatro rebajes en el diámetro interior representa un desafío desde el punto de vista de la fabricación. Por ello, se concibieron dos anillos intermedios, los cuales proveen un refuerzo estructural al anillo exterior. Por último, el anillo interior conecta los anillos exteriores con el eje. La siguiente imagen muestra el diseño del estator.
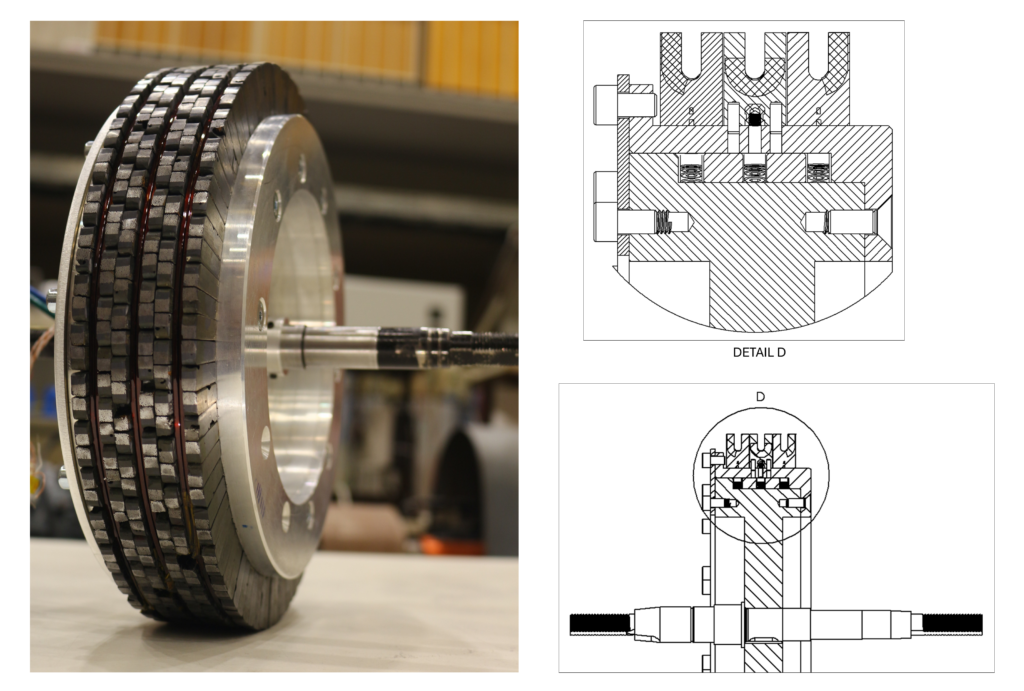
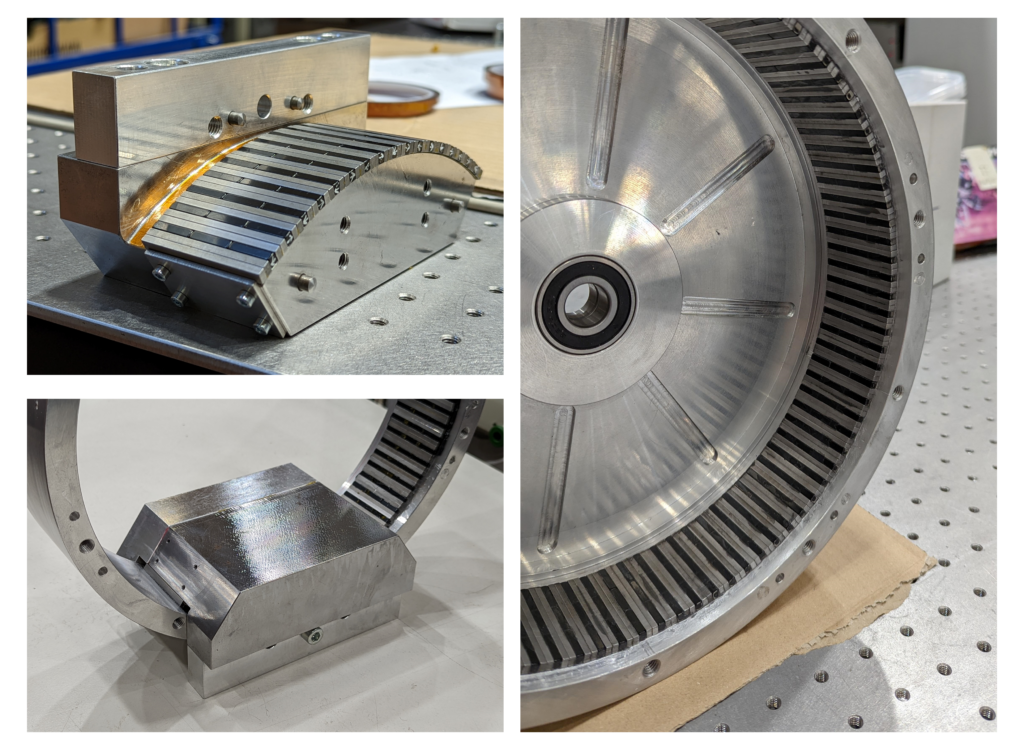
El rotor abarca los imanes, las piezas cuboides de hierro, un anillo exterior y dos cubiertas laterales que unen el anillo exterior con los rodamientos. De igual manera que en el estator, los componentes del rotor deben cumplir con estrechas tolerancias radiales y tangenciales. Si simplemente se montaran las piezas una tras otra, la suma de las tolerancias de los 270 elementos consecutivos generaría una gran imprecisión. Es por esto que se desarrolló una herramienta de montaje, la cual permitió repartir la inexactitud tangencial equitativamente sobre el contorno del rotor y asegurar el cumplimiento de la tolerancia radial.
La herramienta hace uso de la fuerza magnética que generan los imanes. Esta está formada por un material ferromagnético, por lo que los componentes se adieren a su superficie. El utensilio es atornillado al motor haciendo uso de pasadores de ajuste que aseguran su correcto posicionamiento. La siguiente imagen muestra el proceso de pegado de los imanes al anillo rotor.
Fabricación de los elementos de guía del flujo magnético
El proceso de fabricación de los elementos de guía del flujo magnético del estator se divide en seis pasos:
- Bobinado del alambre de hierro
- Recocido en horno para reducir las tensiones internas del material
- Doblado y prensado del bobinado para adquirir la forma tridimensional requerida
- Recocido en horno para reducir las tensiones internas del material
- Moldeado en resina epoxi
- Corte y mecanizado final de los componentes
El primer paso en el proceso de fabricación consiste en enrollar el alambre de hierro en forma de bobina. Esto fue realizado en una máquina bobinadora. Para ello se desarrolló el núcleo de bobinado mostrado en la siguiente imagen, el cual permitió moldear el alambre con la forma deseada. El núcleo fue fabricado de acero inoxidable, permitiendo así su posterior recocido.
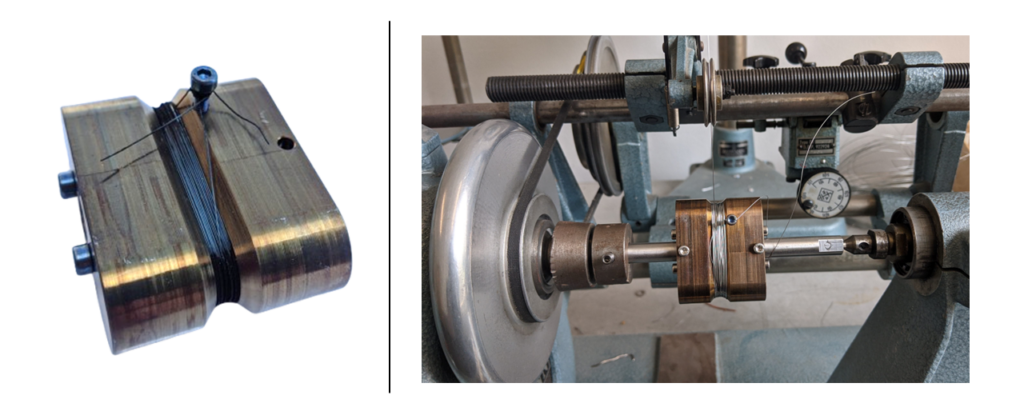
Tras el bobinado del alambre, este es recocido en el mismo núcleo. Esto es necesario, ya que el alambre presenta tensiones mecánicas, las cuales dificultan los procesos posteriores de fabricación. El recocido permite reducir las tensiones internas del material, evitando así que el bobinado se deforme al separarlo de las piezas que lo mantienen en posición.
Tras enrollar y recocer los alambres, estos son insertados en una segunda herramienta, la cual les confiere la forma tridimensional deseada. Esta herramienta comprime los alambres y garantiza el cumplimiento de las estrictas tolerancias en la zona cercana al entrehierro. Esta deformación genera nuevas tensiones internas en el material, lo cual empeora las propiedades magnéticas del mismo. Por esta razón, tras prensar los alambres, estos son recocidos de nuevo, reduciendo así las tensiones del material.
A continuación, los alambres se insertan en una tercera herramienta, la cual permite el encapsulado en resina epoxi. Después de verter la resina líquida, se genera un vacío. El aire, que se encuentra entre los alambres, escapa en forma de burbujas. Después de que la resina haya permanecido durante unos minutos bajo vacío, se introduce aire, restaurando así la presión atmosférica. Este proceso asegura que la resina envuelva todos los alambres, incluidos los que se encuentran más profundos en el núcleo del bobinado. Los pasadores de ajuste y los insertos roscados se posicionan en los lugares correspondientes de la herramienta y, después de la curación de la resina, quedan firmemente integrados en la pieza.
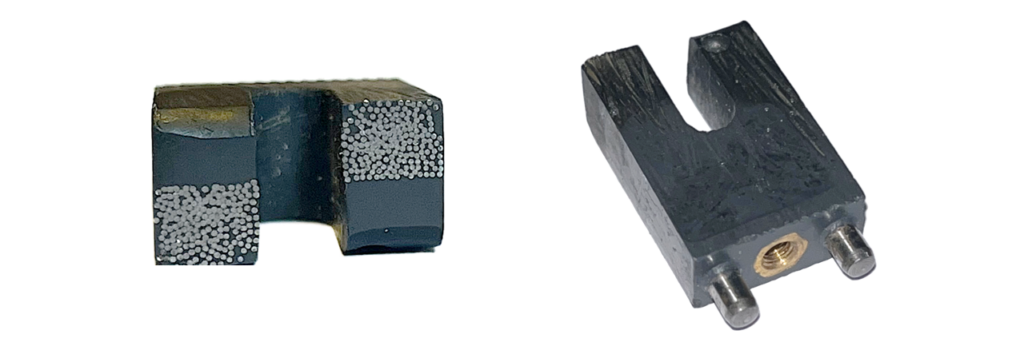
Una vez que la resina epoxi se solidifica, las piezas son extraídas de la herramienta. Finalmente, se eliminan los excedentes de resina, la pieza se corta por la mitad y las superficies de corte se mecanizan para garantizar el cumplimiento de las tolerancias radiales. La siguiente imagen muestra la pieza resultante.
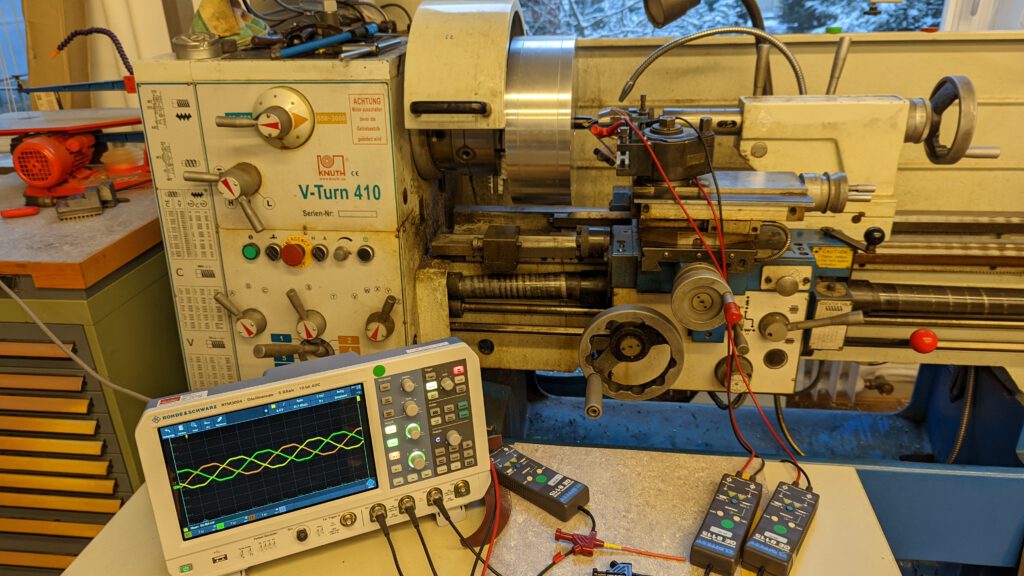
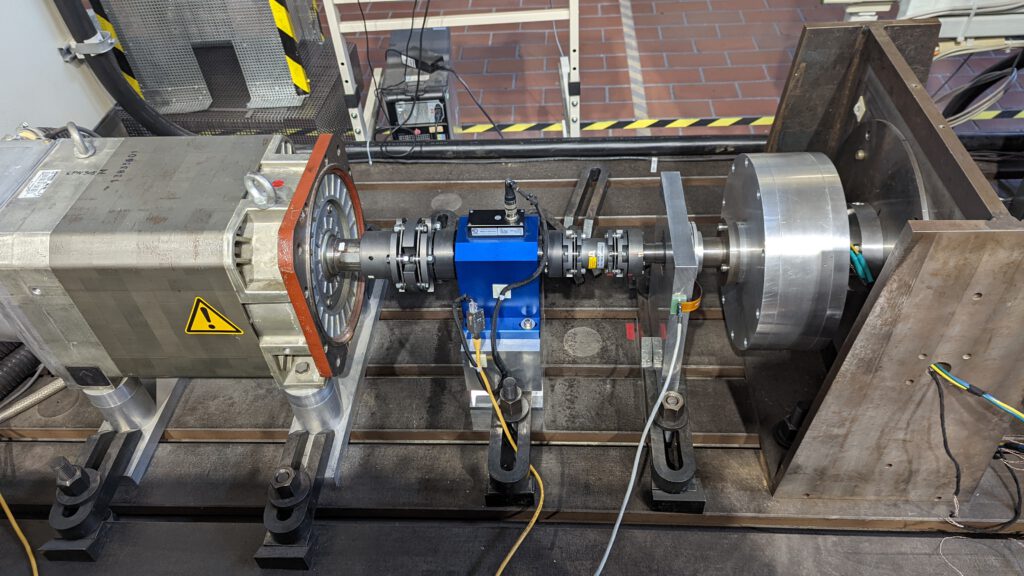
Puesta en marcha
Tras la finalización de mi tesis, el motor fue puesto en marcha y su funcionamiento correcto fue verificado en la universidad técnica de Berlín.